Cuando el filo de una cuchilla circular pierde brillo, ¿resulta más rentable afilarla uno mismo o enviarla de vuelta a la fábrica para su reparación?
May 07, 2026
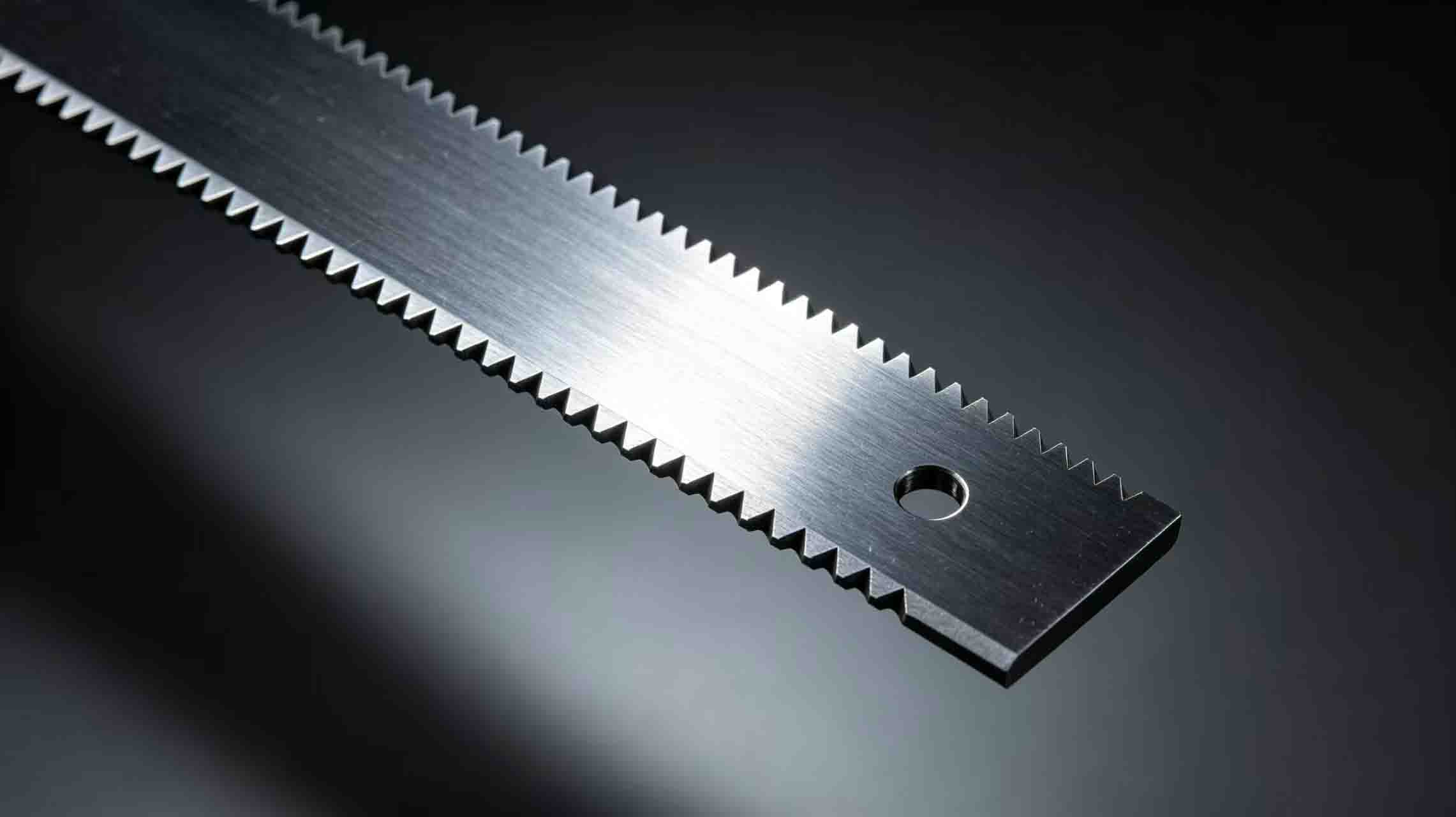
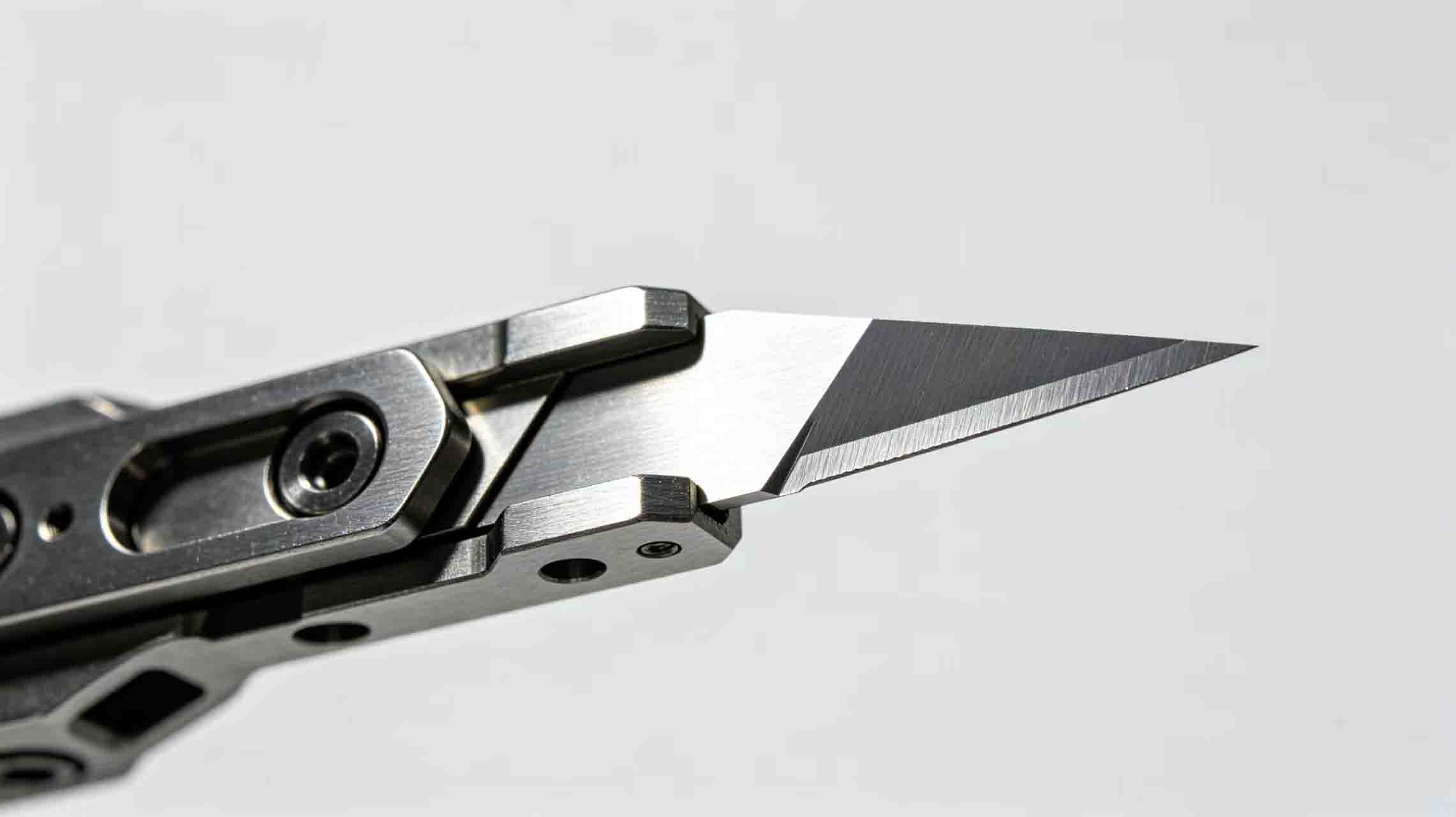
En la planta de producción, cuando el borde de una cuchilla circular, cuchilla de corteCuando una hoja de aleación se desafila, muchos operarios piensan instintivamente: «La afilaré con una muela». Este tipo de solución de emergencia parece ahorrar tiempo y dinero, pero, según numerosos casos, Mingbai Mechanical Tool Technology Co., Ltd. ha comprobado que la gran mayoría de los afilados no profesionales provocan un fallo prematuro de la hoja, con costes totales que superan con creces los de la reparación en fábrica. Este artículo calcula el balance económico y ofrece asesoramiento científico. 1. Los costos ocultos de afilarlo uno mismo 1. Modificación de la geometría de los bordes Cuando un operario utiliza una muela o amoladora angular manual, no hay forma de controlar el ángulo con precisión. Un ángulo de cuña original de 25 grados puede convertirse en 30 o 40 grados, lo que provoca una mayor resistencia al corte y una mayor generación de calor, peores rebabas en el borde del material o incluso desgarros, y una disminución de la vida útil de la hoja en lugar de aumentar, con un rápido desgaste. 2. Provocando el templado de los bordes El rectificado a alta velocidad genera calor, y la temperatura localizada en el borde puede superar la temperatura de revenido, aproximadamente 550 grados Celsius para el acero de alta velocidad. Bajo un microscopio, se puede observar una zona de revenido secundaria o zona sobrecalentada, con una disminución de la dureza de 5 a 10 HRC. Este daño es irreversible y la cuchilla de máquina de precisión En la práctica, queda descartado. 3. Destrucción de la concentricidad y la planitud. El afilado manual no garantiza la perpendicularidad entre la cara de la hoja y el eje. Tras la instalación, la desviación puede superar los 0,05 milímetros, cuando el estándar no debería ser superior a 0,005 milímetros, lo que provoca vibraciones, rebabas y daños en el eje de la hoja. 4. Riesgos para la seguridad Afilar una cuchilla giratoria a mano conlleva un alto riesgo de lesiones en la mano. Además, el polvo metálico generado durante el afilado es nocivo si se inhala. 2. El valor profesional de la reparación de fábrica La reparación en fábrica no se limita a afilar. Incluye un conjunto completo de procesos. En primer lugar, se realiza la limpieza y el desengrase con un limpiador ultrasónico para eliminar el aceite y los residuos adheridos a la superficie de la cuchilla. A continuación, se mide la excentricidad con un comparador de cuadrante y una herramienta de alineación para evaluar la deformación y determinar la cantidad de material que se debe eliminar. El paso fundamental es el rectificado de precisión CNC, utilizando una rectificadora CNC de cinco ejes para restaurar la geometría original de fábrica, con una precisión controlada dentro de ±0,1 grados. Posteriormente, se realiza la pasivación de los bordes mediante un proceso de cepillado o chorro de arena para eliminar las mellas microscópicas y prevenir el astillado prematuro. Si es necesario, también se puede restaurar el recubrimiento, volviendo a aplicar el recubrimiento resistente al desgaste mediante equipos de recubrimiento PVD. Finalmente, una máquina de medición por coordenadas y un durómetro realizan la inspección final para garantizar que todos los indicadores cumplan con los estándares. En Mingbai Technology, una hoja circular Las cuchillas reparadas en fábrica pueden recuperar más del 95 por ciento de su vida útil original, y la vida útil total después de varias reparaciones puede llegar a ser de dos a tres veces mayor que la de una cuchilla nueva. 3. Comparación de costos: Afilado por cuenta propia frente a reparación en fábrica Afilar la hoja uno mismo parece no tener ningún costo directo, pero conlleva enormes costos de riesgo ocultos. Si la hoja se desecha debido a un ángulo incorrecto, un templado inadecuado o una desviación excesiva, la pérdida es el valor total de toda la hoja. Usar un hoja de aleación Por ejemplo, si una herramienta tiene un valor de 500 RMB, desecharla debido a que se autoafila supone una pérdida de 500 RMB, además de la pérdida de producción de una o dos horas de inactividad y el riesgo potencial de lesiones para el operario. En cambio, la reparación en fábrica suele costar entre el 20 y el 35 por ciento del precio de una cuchilla nueva. Con la misma cuchilla de 500 RMB, cada reparación cuesta aproximadamente 150 RMB. La misma cuchilla se puede reparar de tres a cinco veces. El coste total de cinco reparaciones es de 500 RMB por la cuchilla nueva más cinco veces 150 RMB por las reparaciones, lo que suma un total de 1250 RMB. Sin embargo, la vida útil total obtenida equivale a la de una cuchilla nueva más cinco reparaciones, es decir, seis veces la vida útil total de una sola cuchilla. El coste medio por uso es de tan solo 208 RMB. Este cálculo ni siquiera incluye el valor añadido que aporta la reparación en fábrica: geometría profesional para una calidad de corte uniforme, restauración del recubrimiento para una mayor durabilidad e informes de inspección para cada cuchilla reparada. Claramente, el coste por uso de la reparación en fábrica es mucho menor que el riesgo de afilarla uno mismo. 4. ¿En qué casos puede usted mismo realizar un tratamiento sencillo? En un número muy limitado de situaciones, usted mismo puede realizar el desbarbado de la piedra, pero deben observarse estrictamente las siguientes condiciones: El filo debe presentar únicamente rebabas diminutas, sin desgaste ni astillamiento visibles. Utilice una piedra de afilar fina de grano 1000 o superior y pásela suavemente varias veces siguiendo el ángulo original del filo para eliminar solo las rebabas. No utilice herramientas eléctricas, como amoladoras de banco, amoladoras angulares o lijadoras de banda. Use guantes resistentes a cortes y gafas de seguridad durante la operación. En cualquier otro caso, como que el borde esté visiblemente redondeado, astillado o que el revestimiento se esté desprendiendo o deformando, la hoja debe enviarse a un fabricante profesional para su reparación. 5. Servicios de reparación de Mingbai Technology Ofrecemos servicios integrales de reparación de fábrica para cuchillas circulares, cuchillas de corte, cuchillas de acero inoxidable y cuchillas de corte personalizadas: Entrega rápida: Reparación completada y envío en 48 horas tras la recepción de la cuchilla. Informe de reparación: Cada cuchilla incluye datos comparativos antes y después de la reparación para ángulo, desviación y radio del borde. Recubrimiento: Se puede aplicar un recubrimiento PVD como TiN, TiAlN o DLC según sea necesario. Reparaciones múltiples: La misma cuchilla se puede reparar de tres a cinco veces sin dañar el sustrato. Garantía de por vida: Si una cuchilla falla prematuramente debido a nuestro proceso de reparación, la reemplazaremos por una nueva sin cargo. 6. Estudio de caso Una fábrica de autopartes utilizó una amoladora angular para afilar sus propias cuchillas de corte. El operario, con la intención de conseguir un mayor filo, la afiló durante unos segundos adicionales, lo que provocó un sobrecalentamiento localizado y un revenido. Tras la instalación, el filo desarrolló grandes mellas en tan solo dos horas e incluso rayó la superficie del eje de la cuchilla, lo que obligó a detener la producción durante dos días para realizar las reparaciones. Tras contratar el servicio de reparación de Mingbai, la fábrica planificó su ciclo de uso de cuchillas de la siguiente manera: usar una cuchilla nueva, enviarla a reparar cuando perdiera el filo, usarla de nuevo y enviarla otra vez. En promedio, cada cuchilla se reparó cuatro veces, y cada reparación costó solo el 25 % del precio de una cuchilla nueva. En un año, los costos totales de herramientas disminuyeron un 63 %, y no se produjeron accidentes con los equipos causados por un afilado incorrecto. Conclusión Cuando una hoja circular pierde el filo, enviarla a la fábrica para su reparación es la mejor manera de ahorrar dinero. El equipo profesional, el control preciso del ángulo, la pasivación científica y la restauración opcional del recubrimiento son procesos que no se pueden realizar manualmente en el lugar. Mingbai Mechanical Tool Technology Co., Ltd. recomienda dejar las tareas profesionales en manos de profesionales. Siempre que la hoja no presente más de un milímetro de mella, puede recuperarse como nueva mediante la reparación en fábrica. Menor costo, mejor calidad y mayor seguridad, sin importar cómo se mire.Sitio web: www.mingbaiblade.com
 Correo electrónico
: Mb@mingbaiblade.com
Correo electrónico
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988










 Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad
Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad

 es
es