Al personalizar las cuchillas, ¿cómo describir con precisión al fabricante los requisitos de sensación de corte?
May 19, 2026
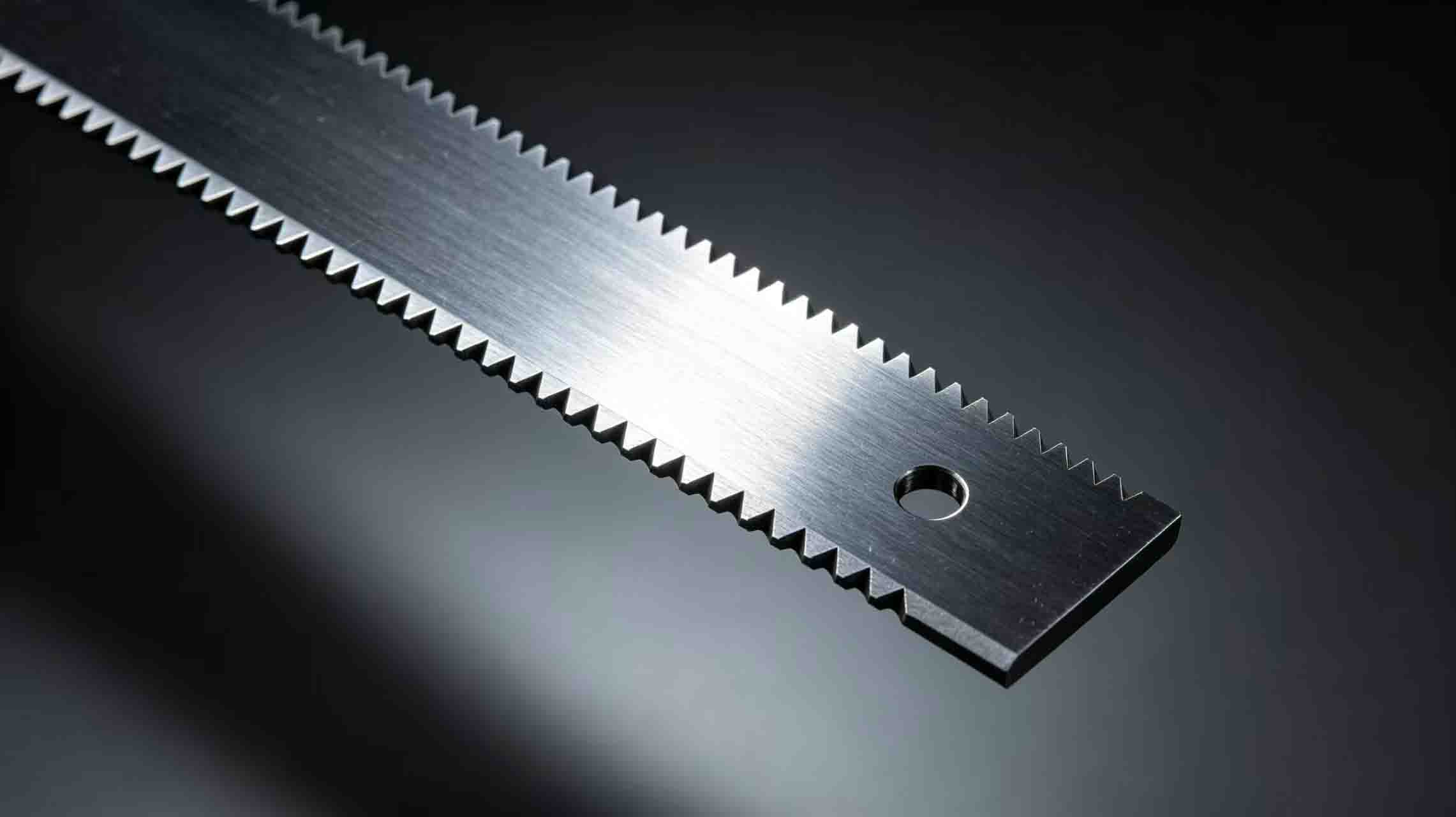
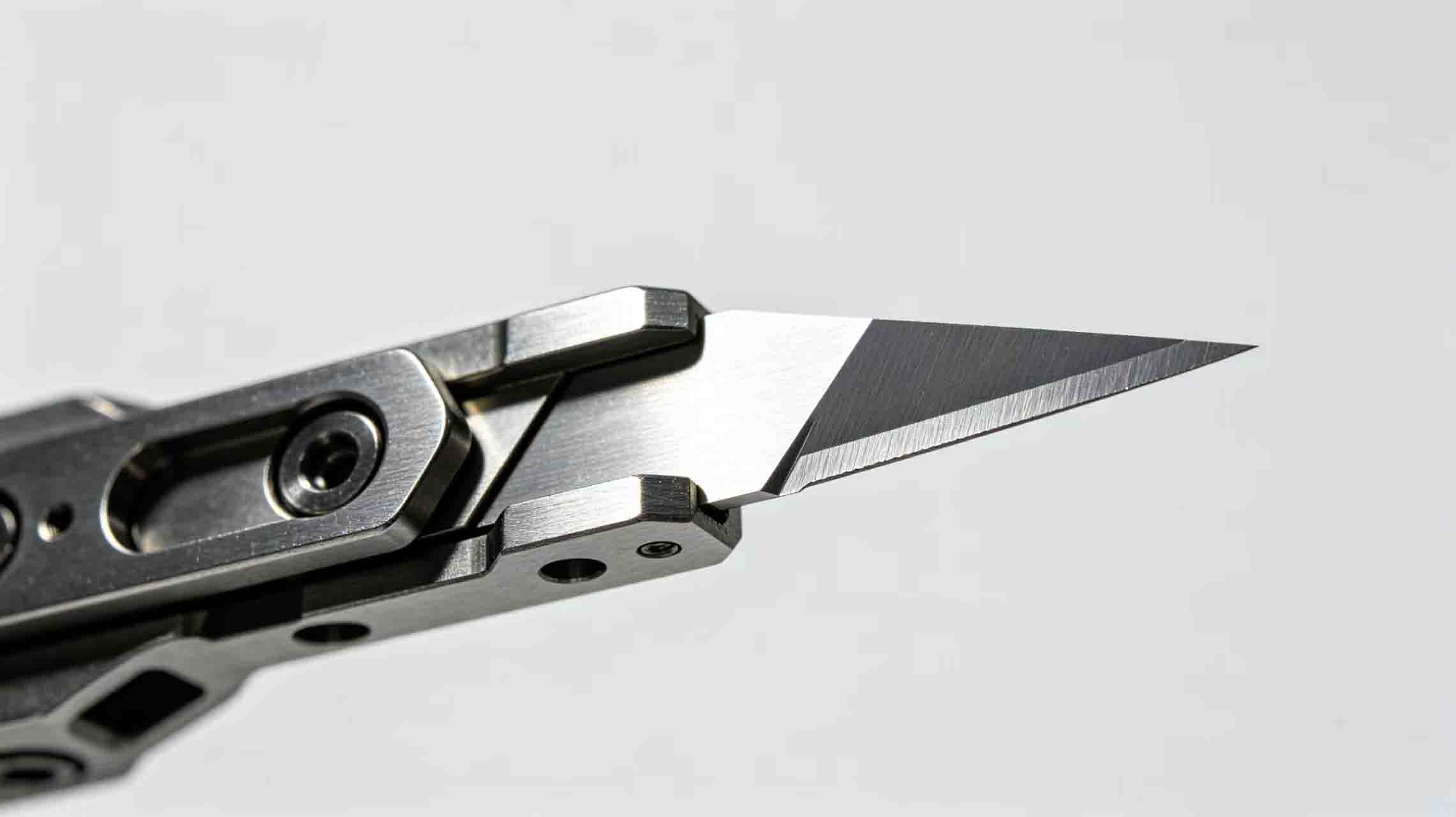
Al personalizar cuchillas personalizadas, cuchillas circulares o cuchillas de corteMuchos usuarios expresan un requisito vago pero muy importante: «la sensación al cortar debe ser ligera» o «el corte debe ser suave». Sin embargo, la sensación al cortar es un concepto subjetivo que varía considerablemente entre los distintos operarios. Si esta sensación no se puede traducir en parámetros técnicos cuantificables, al fabricante le resulta difícil satisfacer sus necesidades con precisión. Mingbai Mechanical Tool Technology Co., Ltd. le ofrece un método práctico para convertir la sensación al cortar en lenguaje técnico. 1. ¿Qué es la sensación al cortar? La sensación de corte es la percepción que tiene el operario sobre el proceso de corte mediante la combinación de audición, tacto y visión, tanto durante el funcionamiento del equipo como durante el corte manual. Una buena sensación de corte se caracteriza por: un sonido de corte estable y de tono bajo, una resistencia de avance uniforme, un borde de corte liso y sin rebabas, y la ausencia de vibraciones transmitidas al mango o al panel de control. 2. Convertir la sensación al cortar en parámetros cuantificables La luminosidad se corresponde con la nitidez de los bordes.. Una sensación de corte ligera significa una baja resistencia al corte, que depende principalmente del ángulo del filo y del radio del filo. cuchillas de máquinas de precisiónCuanto menor sea el ángulo del filo, por ejemplo de 15 a 20 grados, más ligero y rápido será el corte. Cuanto menor sea el radio del filo, por ejemplo no más de 0,005 milímetros, más fácil será la penetración. Al describir las especificaciones al fabricante, en lugar de decir "ligero", indique "ángulo del filo de 18 grados con una tolerancia de ±0,5 grados, radio del filo no superior a 0,005 milímetros, superficie pulida con una rugosidad superficial Ra no superior a 0,2 micrómetros".La suavidad se corresponde con el acabado superficial y el recubrimiento.Un corte suave implica una ausencia de vacilación o adherencia, lo cual depende del acabado superficial y del coeficiente de fricción de la hoja. Cuanto más lisa sea la superficie, más fácilmente se evacuarán las virutas. Los recubrimientos de DLC o disulfuro de molibdeno pueden reducir significativamente el coeficiente de fricción. Al describir las especificaciones al fabricante, en lugar de decir "liso", indique "pulido espejo en el filo y la cara de ataque, Ra no superior a 0,1 micrómetros, se recomienda recubrimiento de DLC". La ausencia de vibraciones se corresponde con la precisión de la hoja y el equilibrio dinámico.Una sensación de corte sin vibraciones indica un proceso de corte estable, que depende de la concentricidad, la planitud y el grado de equilibrio dinámico de las cuchillas circulares. Cuando la concentricidad no supera los 0,005 milímetros, la desviación radial es mínima. El grado de equilibrio dinámico debe alcanzar G2.5 o superior. Al describir las especificaciones al fabricante, en lugar de decir "sin vibraciones", indique "concentricidad no superior a 0,003 milímetros, grado de equilibrio dinámico G2.5, informe de inspección de desviación radial para cada cuchilla". 3. Utilizar muestras de prueba en lugar de descripciones verbales. La forma más precisa de comunicarse es proporcionar una "muestra estándar de sensación al cortar". Puede tomar un trozo de material que le resulte ideal, es decir, un material cortado con una cuchilla con la que esté satisfecho, marcar el borde de corte con una etiqueta que diga "sensación satisfactoria" y enviarlo al fabricante, solicitándole que realice ingeniería inversa de los parámetros de la cuchilla basándose en este efecto de corte. Mingbai Technology puede realizar ingeniería inversa del ángulo del borde, el valor de pasivación y el acabado superficial a partir de la morfología del borde de corte de la muestra que proporcione, logrando una replicación precisa. 4. Describir las condiciones de trabajo y dejar que el fabricante haga los cálculos por usted. Si no está familiarizado con términos técnicos como ángulo y radio, puede describir detalladamente las condiciones de trabajo y los ingenieros de Mingbai calcularán los parámetros óptimos. La información que debe proporcionar incluye: tipo, grado y grosor del material; tipo de equipo, manual o automático, y rango de velocidad; una descripción específica de la sensación al cortar, por ejemplo, "no se me cansa la muñeca al cortar placas gruesas" o "no se me duerme el mango a alta velocidad"; y una comparación entre la sensación de corte actual, que es satisfactoria o insatisfactoria. 5. Problemas comunes en la sensación de corte y ajustes de parámetros correspondientes Cuando el problema de la sensación al cortar se manifiesta como un corte pesado y laborioso, la causa probable es un ángulo de filo excesivamente grande. Debería solicitar al fabricante que reduzca el ángulo de la cuña entre 2 y 3 grados y que disminuya el radio del filo. Cuando el problema de corte se manifiesta como pegajosidad o formación de hilos, la causa probable es una superficie rugosa o la falta de recubrimiento. Debería solicitar al fabricante un pulido espejo y la aplicación de un recubrimiento DLC. Cuando el problema de la sensación al cortar se manifiesta con fuertes vibraciones o entumecimiento en la mano, la causa probable es una concentricidad deficiente o un mal equilibrio dinámico. Debe solicitar al fabricante una concentricidad no superior a 0,005 milímetros y un grado de equilibrio dinámico G2.5. Cuando el problema de la sensación al cortar se manifiesta como un sonido agudo y penetrante, la causa probable es un ángulo de holgura excesivamente pequeño o una separación incorrecta. Debe solicitar al fabricante que aumente el ángulo de holgura en 2 grados y recalibre la separación. Cuando el problema de corte se manifiesta con rebabas grandes en el filo, la causa probable es un filo desafilado o un ángulo irregular. Debería solicitar al fabricante que reduzca el radio del filo y verifique la uniformidad del ángulo. 6. Servicio de replicación de sensaciones de Mingbai Technology Mingbai Mechanical Tool Technology Co., Ltd. ofrece un servicio especial llamado Replicación de Sensación. Simplemente envíe una hoja vieja con una sensación de corte satisfactoria o una muestra del borde cortado, y nuestros ingenieros utilizarán mediciones de máquinas de medición de coordenadas, análisis de perfilómetro y pruebas de corte para realizar ingeniería inversa de los parámetros completos de la hoja y producir hojas idénticas. cuchillas de corte personalizadasEste servicio ha ayudado a cientos de clientes a resolver el problema de "la sensación cambia cuando cambio de proveedor". 7. Estudio de caso Un taller de corte de cuero que realizaba cortes manuales tenía operarios que eran extremadamente sensibles al tacto del corte. Después de su fuente original de cuchillas circulares Tras la interrupción del servicio, probaron con tres proveedores diferentes, pero no quedaron satisfechos con ninguno, alegando que las cuchillas eran demasiado pesadas y no se adaptaban bien al manejo. Los ingenieros de Mingbai Technology realizaron pruebas in situ y midieron el ángulo del filo de la cuchilla original, que resultó ser de tan solo 16 grados, y el radio del filo, de apenas 0,003 milímetros. Tras reproducir la cuchilla según estos parámetros, se recuperó por completo la sensación de corte, y los operarios exclamaron: «¡Esta es la sensación!». Conclusión La sensación de corte no es un misterio; es un parámetro de ingeniería cuantificable. Siempre que pueda comunicarse con el fabricante utilizando los cuatro términos de ángulo, radio, acabado superficial y concentricidad, o proporcionar directamente una muestra, puede tener cuchillas personalizadas que reproducen a la perfección la sensación de corte que usted desea. Mingbai Mechanical Tool Technology Co., Ltd. está dispuesta a ser su intérprete de los requisitos de sensación de corte que usted necesita.Sitio web: www.mingbaiblade.com
 Correo electrónico
: Mb@mingbaiblade.com
Correo electrónico
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988








 Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad
Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad

 es
es