El impacto de la geometría de la cuchilla de corte en la conversión de papel y película
Apr 01, 2026
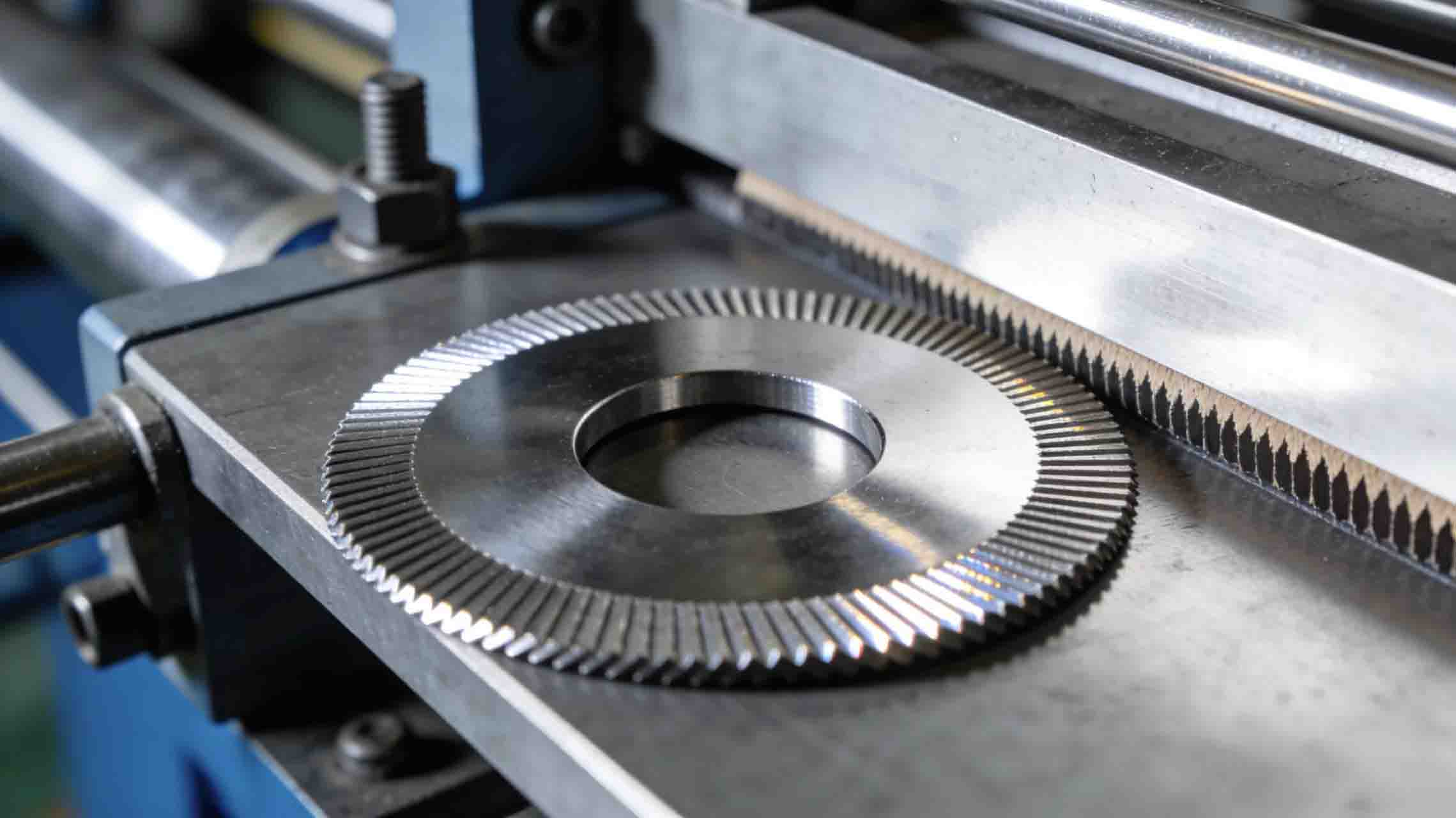
En el campo del corte de precisión para materiales flexibles como papel, película y papel de aluminio, la geometría de la cuchilla a menudo determina el éxito o el fracaso del proceso de conversión. Una diferencia aparentemente pequeña en el ángulo puede convertir un borde de corte liso y limpio en uno cubierto de rebabas. Una elección de diseño de borde inadecuada puede provocar que una línea de producción de alta velocidad se detenga debido a la acumulación de polvo. Como fabricante profesional de cuchillas de corte, cuchillas circularesy varios tipos de cuchillas personalizadasMingbai Mechanical Tool Technology Co., Ltd. ha llevado a cabo una investigación exhaustiva sobre los mecanismos mediante los cuales la geometría de la cuchilla afecta la calidad del corte de materiales de papel y película, y ha desarrollado un marco de optimización científica. 1. ¿Por qué el corte de papel y película es tan sensible a la geometría de la cuchilla? A diferencia del corte de metales, los materiales flexibles como el papel, la película y el papel de aluminio presentan características como baja rigidez, alta ductilidad y sensibilidad al calor. Su modo de fallo durante el corte no es la fractura por cizallamiento, sino el desgarro por tracción o la fusión térmica. Por lo tanto, la geometría de la cuchilla debe ajustarse con precisión a las propiedades físicas de estos materiales para lograr un corte limpio y nítido. Cuando la geometría de la pala es inapropiada, los problemas comunes incluyen: • Rebabas o polvo en los bordes (polvo de papel, restos de película)· Bordes cortados rizados u ondulados• Estiramiento y deformación del material que dan lugar a un ancho inconsistente• Fusión o adherencia de los bordes causada por acumulación de calor 2. Parámetros geométricos clave y sus efectos 1. Ángulo del borde El ángulo del borde es el parámetro principal que afecta la calidad del corte. Para materiales como papel y película, el ángulo del borde se suele seleccionar entre 15° y 30°. · Ángulo pequeño (15°-20°): El filo es afilado y ofrece baja resistencia al corte, lo que lo hace adecuado para materiales extremadamente delgados como películas de condensadores y papel de aluminio. Sin embargo, un ángulo excesivamente pequeño reduce la resistencia del filo, lo que lo hace propenso a astillarse durante el corte a alta velocidad o cuando los materiales contienen impurezas.· Ángulo amplio (25°-35°): El borde es más robusto, adecuado para papel más grueso o materiales compuestos con relleno. Sin embargo, un ángulo demasiado grande aumenta la resistencia al corte, lo que puede provocar fácilmente hendiduras o rebabas en el borde del material. Para cuchillas de máquinas de precisiónMingbai Technology puede recomendar el ángulo de filo óptimo en función del grosor del material y la velocidad, controlándolo con precisión durante el afilado. 2. Ángulo de inclinación y ángulo de desnivel El ángulo de ataque afecta la dirección del flujo de las virutas (o recortes), mientras que el ángulo de desprendimiento determina el área de contacto entre la cuchilla y el material. · Ángulo de inclinación: Un ángulo de inclinación positivo (+5° a +15°) permite que las virutas se desprendan suavemente, reduciendo la fricción, y es adecuado para la mayoría de las películas y papeles. Un ángulo de inclinación cero o negativo se utiliza para materiales extremadamente delgados o que se estiran fácilmente, a fin de proporcionar un mejor soporte.· Ángulo de holgura: Un ángulo de holgura demasiado pequeño aumenta la fricción entre la cuchilla y el material, generando calor y polvo. Un ángulo de holgura demasiado grande debilita el soporte del filo, provocando vibraciones con facilidad. Normalmente, el ángulo de holgura se controla entre 5° y 12°. 3. Radio de borde El radio del borde es el indicador clave que distingue un corte "afilado" de uno "desgastado". Para el corte de papel y película, el radio del borde debe controlarse con precisión en función de las características del material. · Nitidez de grado espejo (R ≤ 5 μm): Adecuado para aplicaciones que requieren ausencia total de rebabas o polvo, como películas de PET, poliimida y papel de aluminio. Sin embargo, los bordes extremadamente afilados tienen una vida útil relativamente más corta y requieren recubrimientos de alta calidad.· Micropasivado (R ≈ 10-20 μm): Adecuado para papel kraft, etiquetas autoadhesivas y películas compuestas. La micropasivación garantiza la calidad del corte y prolonga significativamente la vida útil de la cuchilla. Usando cuchilla mecanizada por CNC Gracias a su tecnología, Mingbai Technology puede controlar el radio del borde con una tolerancia de ±1 μm, cumpliendo así con los estrictos requisitos de diversos materiales. 4. Planitud y concentricidad de la hoja En el corte rotatorio (como el corte con cuchilla circular), la planitud y la concentricidad de la cuchilla afectan directamente a la estabilidad del corte. · Planitud insuficiente: La desviación axial durante la rotación de la cuchilla provoca bordes de corte ondulados y fluctuaciones en el ancho.· Tolerancia de concentricidad excesiva: La desviación radial provoca variaciones periódicas en la separación de las cuchillas, lo que da lugar a rebabas y polvo localizados. El cuchillas circulares Los productos fabricados por Mingbai Technology permiten alcanzar una planitud controlada dentro de 0,002 mm y una concentricidad ≤ 0,005 mm, lo que garantiza un corte rápido y estable. 3. Recomendaciones para la optimización de parámetros geométricos en diferentes materiales Para películas de condensadores con un espesor típico de 2-12 μm, el ángulo de borde recomendado es de 15°-18° con un ángulo de separación de 6°-8°, un radio de borde de R ≤ 3 μm, y se sugiere un recubrimiento de DLC. Para películas de PET con un espesor comprendido entre 12 y 100 μm, se recomienda un ángulo de borde de 18° a 22° y un ángulo de separación de 8° a 10°, con un radio de borde R ≤ 5 μm y recubrimiento de TiN o TiAlN. Las láminas de aluminio de entre 7 y 50 μm suelen ofrecer el mejor rendimiento con un ángulo de borde de 16° a 20°, un ángulo de separación de 6° a 8°, un radio de borde R ≤ 5 μm y un recubrimiento de DLC o TiN. Para papel kraft de 80-300 μm de espesor, un ángulo de borde de 22°-28° y un ángulo de separación de 10°-12° funcionan bien, con un radio de borde de aproximadamente 12 μm y sin recubrimiento o con cromo duro. Las etiquetas autoadhesivas de 100-200 μm requieren un ángulo de borde de 20°-25°, un ángulo de separación de 8°-10°, un radio de borde de aproximadamente 10 μm y un recubrimiento antiadherente. Las películas compuestas de entre 50 y 150 μm se obtienen mejor con un ángulo de borde de 20° a 25°, un ángulo de separación de 8° a 10°, un radio de borde de aproximadamente 8 μm y un recubrimiento de TiN o TiCN. Nota: Los valores anteriores son de referencia y deben ajustarse en función de la rigidez y la velocidad del equipo. 4. Efectos sinérgicos de la geometría, el recubrimiento y el material. La geometría de la hoja no existe de forma aislada; junto con el recubrimiento y el sustrato, determina el resultado del corte. · Coincidencia de recubrimientos: Un borde afilado (ángulo y radio pequeños) combinado con un recubrimiento de baja fricción como el DLC reduce significativamente la adherencia, siendo especialmente adecuado para materiales adhesivos. Un borde más robusto (radio mayor) combinado con un recubrimiento resistente al desgaste como el TiAlN es adecuado para el corte de papel grueso que requiere una larga vida útil.· Selección del sustrato: El acero rápido obtenido por pulvimetalurgia es ideal para la fabricación de cuchillas de corte personalizadas con geometrías complejas; su estructura de grano fino permite trabajar con radios de filo extremadamente pequeños sin astillarse. El carburo se utiliza para el corte de láminas ultrafinas, pero su procesamiento es más complejo y requiere una precisión geométrica extremadamente alta. 5. Prácticas de optimización de Mingbai Technology Al servicio de la industria de la conversión de papel y película, Mingbai Mechanical Tool Technology Co., Ltd. ha acumulado una amplia experiencia en la optimización de parámetros geométricos. Ayudamos a nuestros clientes a lograr un corte de alta calidad mediante: 1. Análisis del material: Realizar pruebas a los materiales del cliente para determinar su espesor, dureza, coeficiente de fricción, sensibilidad al calor y otros parámetros.2. Diseño geométrico: Diseñar la combinación óptima de ángulo de borde, radio, ángulo de ataque y ángulo de desprendimiento en función de las características del material y los parámetros del equipo.3. Fabricación de precisión: Utilización de rectificadoras CNC de cinco ejes para lograr un control de precisión geométrica a nivel micrométrico.4. Puesta en marcha in situ: El personal técnico que presta asistencia in situ ajusta la separación, el solapamiento y la velocidad de las palas, garantizando que se aprovechen al máximo las ventajas de la geometría diseñada. Conclusión En el sector del corte de papel y película, la geometría de la cuchilla nunca es un parámetro que se pueda ajustar con precisión. Es el factor clave que determina la calidad del corte, un arte que busca el equilibrio entre nitidez y durabilidad, velocidad y estabilidad. Gracias a su profundo conocimiento de los parámetros geométricos y a su capacidad de fabricación de precisión, Mingbai Technology ofrece cuchillas personalizadas, cuchillas circulares y cuchillas para cortadoras a clientes de todo el mundo, garantizando así que cada operación de corte sea limpia, precisa e impecable. Si tiene problemas con la calidad del corte, póngase en contacto con Mingbai Technology. Nuestras soluciones profesionales de optimización geométrica garantizan la eficiencia de su proceso de conversión.Sitio web: www.mingbaiblade.com
 Correo electrónico
: Mb@mingbaiblade.com
Correo electrónico
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988













 Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad
Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad

 es
es