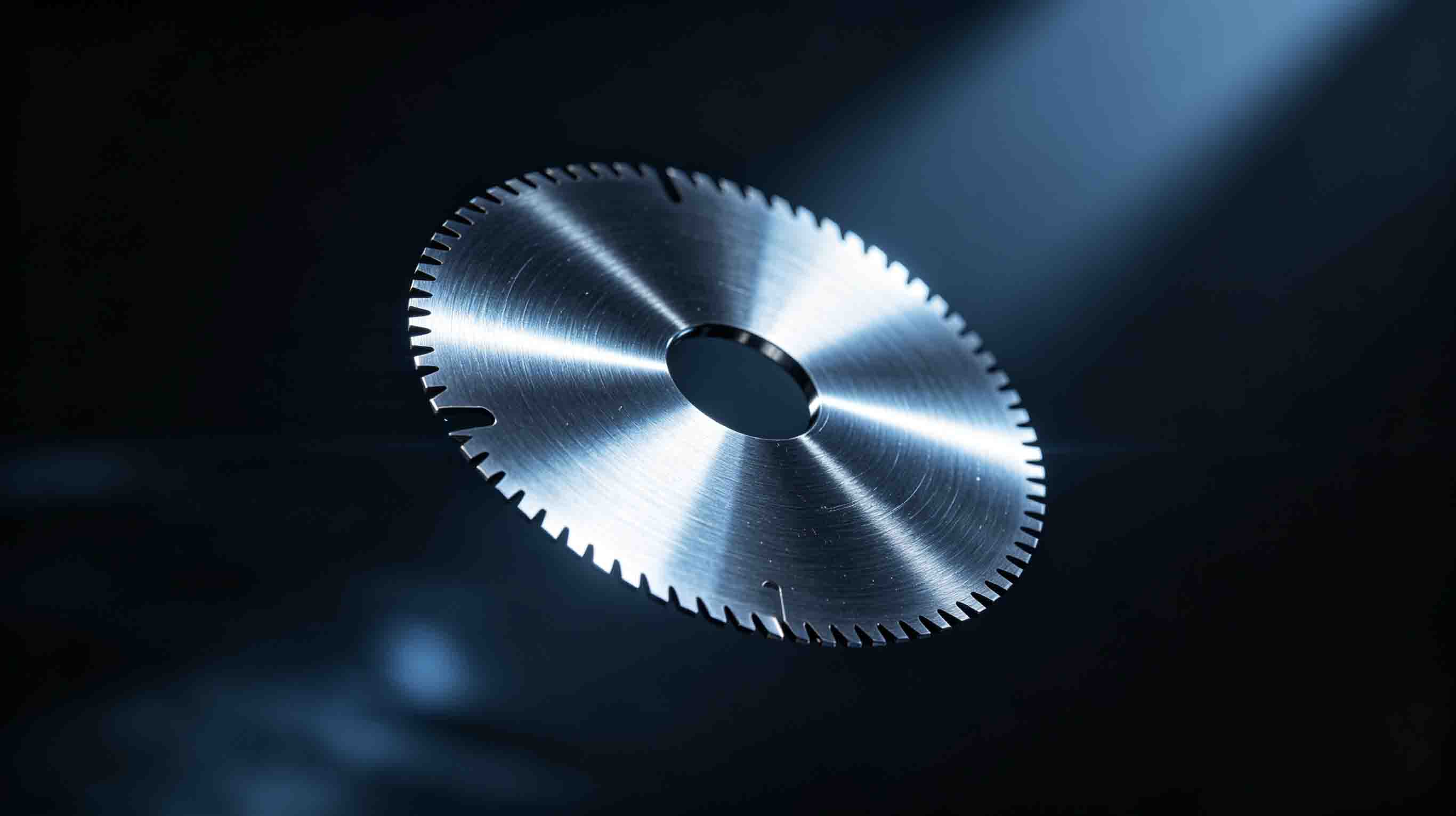
Para cuchillas circulares, ¿debería elegir acero de alta velocidad o carburo?
May 15, 2026
Al personalizar cuchillas circularesLa selección del material es fundamental para determinar el rendimiento y el costo de la hoja. El acero de alta velocidad y el carburo son los dos materiales más utilizados, pero sus características, aplicaciones y precios difieren considerablemente. Si elige correctamente, obtendrá el doble de resultados con la mitad de esfuerzo. Si elige incorrectamente, la vida útil de la hoja se reducirá a la mitad o el equipo se dañará. Mingbai Mechanical Tool Technology Co., Ltd., basándose en años de datos sobre la aplicación de materiales, le ofrece una comparación detallada de las ventajas y desventajas de estos dos materiales para ayudarle a tomar una decisión acertada. 1. Cuchillas circulares de acero de alta velocidad: La resistencia es fundamental. El acero de alta velocidad es un acero para herramientas aleado con elementos como tungsteno, molibdeno, cromo y vanadio. Algunos grados representativos son M2, M35, M42 y ASP2053. VentajasEl acero de alta velocidad posee una excelente tenacidad, una gran resistencia al impacto y no es propenso a astillarse. Es especialmente adecuado para condiciones de trabajo con cargas de impacto, como cuando el espesor del material fluctúa considerablemente o cuando existen uniones. Su capacidad de reafilado es muy buena, con una mínima degradación del rendimiento tras múltiples ciclos de reafilado, lo que resulta en una larga vida útil. En términos de costo, para las mismas especificaciones, el precio del acero de alta velocidad es aproximadamente entre un tercio y la mitad del del carburo. Además, el acero de alta velocidad es fácil de mecanizar y permite fabricar hojas personalizadas de formas complejas y hojas de formas especiales. DesventajasEl acero de alta velocidad tiene una resistencia al desgaste relativamente baja. Al cortar materiales altamente abrasivos como la fibra de vidrio o el acero al silicio, se desgasta con relativa rapidez. Su dureza en caliente es limitada; al cortar a altas velocidades, si la temperatura supera los 550-600 °C, se ablanda. Escenarios aplicablesEl acero de alta velocidad es adecuado para el corte de metales comunes como el acero al carbono ordinario, el acero inoxidable, el cobre y el aluminio. Es idóneo para condiciones de trabajo con grandes fluctuaciones de espesor o uniones, para aplicaciones que requieren afilado frecuente y para cuchillas mecánicas de formas complejas. 2. Cuchillas circulares de carburo: La resistencia al desgaste es fundamental. El carburo es un material compuesto fabricado a partir de carburo de tungsteno y un aglutinante como el cobalto mediante metalurgia de polvos. Algunos ejemplos de grados representativos son YG6X, YG8, YG15 y KD20. VentajasEl carburo posee una dureza ultra alta, alcanzando HRA89-93,5, equivalente a HRC70-78, con una excelente resistencia al desgaste. Su dureza en caliente es muy buena, manteniéndose a altas temperaturas de 800-1000 °C, lo que lo hace idóneo para el corte a alta velocidad. En las mismas condiciones de trabajo, la vida útil de las cuchillas de carburo suele ser de 3 a 10 veces mayor que la del acero rápido. DesventajasEl carburo tiene poca tenacidad, es muy frágil y presenta una baja resistencia al impacto. Es propenso a astillarse al encontrar zonas duras o cambios bruscos de espesor. Su costo es elevado, ya que los precios del material y la dificultad de procesamiento superan con creces los del acero de alta velocidad. El reafilado es difícil, pues requiere muelas abrasivas de diamante especializadas, y su costo es alto. Escenarios aplicablesEl carburo es adecuado para materiales altamente abrasivos como láminas de acero al silicio, placas de fibra de vidrio y materiales compuestos. Es idóneo para el corte a alta velocidad (superior a 150 metros por minuto), para materiales ultrafinos de menos de 0,3 milímetros que requieren bordes extremadamente afilados y resistentes al desgaste, y para líneas de producción automatizadas que exigen una vida útil ultralarga y una menor frecuencia de cambio de cuchillas. 3. Comparación de características En términos de dureza, el acero rápido tiene un rango de HRC58-67, mientras que el carburo tiene un rango de HRA89-93.5, equivalente a HRC70-78, lo que hace que el carburo sea significativamente más duro. En resistencia al impacto, el acero rápido es excelente, mientras que el carburo es deficiente. En resistencia al desgaste, el acero rápido es bueno, mientras que el carburo es excelente. En dureza roja, el acero rápido solo puede soportar 550-600 °C, mientras que el carburo puede soportar 800-1000 °C. En capacidad de reafilado, el acero rápido es fácil y se puede hacer con muelas abrasivas comunes, mientras que el carburo es difícil y requiere muelas de diamante. En costo, el acero rápido es bajo, mientras que el carburo es alto, aproximadamente de 3 a 5 veces más que el acero rápido. En vida útil típica, tomando el acero rápido como referencia de 1, el carburo puede alcanzar de 3 a 10 veces esa vida útil. 4. Cómo elegir? En primer lugar, considere si las condiciones de trabajo implican impactos. Si la fluctuación del espesor del material supera el ±10 por ciento, si el material presenta marcas de soldadura o juntas, o si la rigidez del equipo es insuficiente, se debe optar por acero de alta velocidad. En segundo lugar, considere la abrasividad del material. Para acero al silicio, fibra de vidrio y materiales compuestos, se debe elegir carburo. Para el mecanizado continuo de acero inoxidable, ambos son aceptables, pero el acero de alta velocidad ofrece una mejor relación costo-beneficio. Para acero al carbono común, cobre y aluminio, el acero de alta velocidad es suficiente. Finalmente, considere los requisitos de velocidad y vida útil. Si la velocidad supera los 150 metros por minuto, o si una línea de producción automatizada requiere una menor frecuencia de cambio de cuchillas, se debe elegir carburo. Si el presupuesto es limitado y se aceptan cambios frecuentes de cuchillas, el acero de alta velocidad es una opción razonable. 5. Soluciones de combinación de materiales de Mingbai Technology Ofrecemos una variedad de opciones de materiales, incluyendo: cuchillas de aleación, cuchillas de acero inoxidabley cuchillas circulares, así como soluciones compuestas personalizadas. Las cuchillas circulares con punta de carburo utilizan un cuerpo de acero de alta velocidad con un filo de carburo, combinando tenacidad y resistencia al desgaste. El acero de alta velocidad recubierto aplica recubrimientos PVD como TiAlN o AlCrN a un sustrato de acero de alta velocidad, aumentando la resistencia al desgaste de 2 a 3 veces con una excelente relación costo-beneficio. El carburo de gradiente utiliza un alto contenido de cobalto en el filo para una mayor tenacidad y un bajo contenido de cobalto en el cuerpo para una alta dureza, equilibrando la resistencia a las virutas y la resistencia al desgaste. 6. Estudio de caso Una planta de corte de láminas de acero al silicio originalmente utilizada cuchillas circulares de acero de alta velocidad y cambiaban las cuchillas cada 2 días. Tras cambiar a cuchillas de aleación de carburo, el intervalo de cambio se amplió a 15 días. Si bien el costo por cuchilla aumentó, el tiempo total de inactividad se redujo en un 70 % y los costos generales disminuyeron en un 45 %. Otra planta de fabricación de cables y alambres utilizó erróneamente cuchillas de carburo para cortar tiras de cobre. Al encontrar juntas de material, se produjo un astillamiento severo. Después de volver a utilizar acero de alta velocidad, se solucionó el problema. cuchillas personalizadasEl problema se resolvió de inmediato. Conclusión No existe una respuesta definitiva sobre cuál es mejor entre el acero de alta velocidad y el carburo; solo sobre cuál es más adecuado. La tenacidad, la capacidad de reafilado y el bajo costo del acero de alta velocidad lo convierten en la primera opción para la mayoría de las condiciones de trabajo convencionales. La resistencia al desgaste y la dureza al rojo vivo del carburo son insustituibles en entornos altamente abrasivos y de alta velocidad. Mingbai Mechanical Tool Technology Co., Ltd. puede ofrecerle una recomendación gratuita sobre la solución de material óptima según sus necesidades específicas de material, equipo y presupuesto.Sitio web: www.mingbaiblade.com
 Correo electrónico
: Mb@mingbaiblade.com
Correo electrónico
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988












 Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad
Red IPv6 compatible
|
Mapa del sitio
|
Xml
|
política de privacidad

 es
es